Engineered high-performance prefabricated structures for industrial, commercial, and eco-living applications.

Nanjin Stinson Modular Homes Co., Ltd. is a professional China container house supplier specializing in Apple Cabin units, foldable container homes, and flat pack prefabricated housing systems. The company is committed to delivering innovative, efficient, and sustainable modular living solutions for residential, commercial, and hospitality applications worldwide.
Since its establishment, Stinson Modular Homes has focused on integrating advanced modular construction technology with practical design concepts. In its early stage, the company concentrated on standard container housing solutions for basic accommodation needs. As market demand evolved, it expanded its product line to include foldable and flat pack structures, significantly improving transportation efficiency and on-site installation speed.
In the development phase, the company introduced creative cabin-style housing such as Apple Cabin designs, combining aesthetic appeal with functionality. These solutions are widely used in holiday resorts, eco-tourism projects, mobile offices, and temporary living spaces. Over time, Stinson Modular Homes strengthened its engineering capabilities, production systems, and quality control processes to meet international standards.
Today, the company continues to innovate in modular architecture, offering customizable layouts, energy-efficient designs, and turnkey project support. With a focus on quality, flexibility, and global service, Nanjin Stinson Modular Homes aims to provide reliable prefabricated housing solutions that adapt to diverse environments and customer requirements worldwide.
The global container storage unit and prefabricated modular home market has moved far beyond simple steel boxes. In today's landscape, procurement agents, commercial developers, and industrial operators prioritize structural efficiency, high-performance thermal barriers, and swift installation workflows. As container housing units transform into primary offices, emergency medical facilities, eco-resort villas, and industrial equipment enclosures, the demand for localized support, rigorous compliance certifications, and reliable supply chains has reached an all-time high.
China has firmly established itself as the epicenter of modular prefab manufacturing, leveraging structural steel fabrication dominance, sophisticated assembly technology, and highly optimized port access. However, identifying the right partner requires assessing a supplier's engineering capability to meet target-market building codes, provide comprehensive structural calculations, and ensure localized compliance checks.
Why sourcing modular container systems from leading Chinese industrial clusters delivers unmatched strategic value.
Utilizing high-tensile hot-dip galvanized steel frames and premium fire-retardant sandwich panels (polyurethane, rock wool, or EPS) to achieve superior thermal protection and mechanical resistance.
Innovative flat-pack designs allow up to 4 modules to be shipped together as a standard 20ft ISO container dimensions, reducing ocean freight costs by up to 75% compared to pre-assembled units.
Automated steel cutting, welding, and anti-corrosion coating application ensure strict tolerance control, minimizing gaps, structural misalignment, and on-site assembly issues.
Deploying container storage units or modular cabins internationally requires navigating a complex matrix of building codes, environmental regulations, and safety certifications. A premium exporter must demonstrate comprehensive technical compliance, proving the physical capability of structures to withstand extreme local conditions.
Modular container systems from Nanjin Stinson are designed using structural finite element analysis to meet global wind load requirements. Standard units are rated to withstand wind speeds up to 120-150 km/h (equivalent to Hurricane Category 1 to 2), with option-level upgrades available for high-wind coastal areas. Seismic resistance calculations conform to GB50011 structural requirements, making these modular frames resilient in active zones.
Energy efficiency requirements vary widely between regions like Northern Europe, North America, and Australia. Stinson Modular Homes offers sandwich wall panel systems ranging from 50mm to 100mm. The 75mm sandwich wall panel configuration offers an optimal thermal barrier (U-value down to 0.40 W/m²K depending on the core material), reducing mechanical cooling and heating requirements in extreme environments.
All pre-installed wiring, distribution boxes, lighting, and sanitary plumbing systems can be engineered to comply with target destination codes:
International standard management systems
Certified structure & electrical networks
Fully compliant with regional building codes
Independent verification of loading capacity
One of the main challenges in modular construction projects is site integration. An experienced exporter must supply detailed foundation layout plans, anchor bolt designs, and electrical tie-in drawings. Whether using concrete slab, strip footing, or helical screw piers, Stinson Modular Homes provides complete documentation package sets to assist local engineering partners during municipal zoning approval processes.
From heavy industrial storage to modular luxury hospitality, discover how our product ecosystem translates to real-world performance.
Equipped with thermal-insulated sandwich panels and rapid electrical connections, these flat-pack modular solutions serve as field clinics, triage units, and emergency command centers during public health or natural disaster events.
Designed for sensitive industrial hardware, including electrical substations, solar battery storage arrays, and water filtration equipment, providing weatherproof, high-load structural steel protective shell structures.
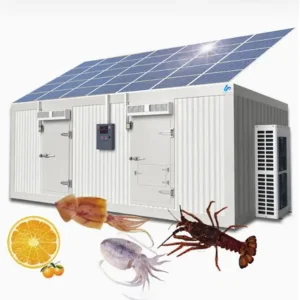
Combining energy-efficient solar panels with customized mobile container refrigeration units to protect agricultural produce, fruits, vegetables, and aquaculture ecosystems at remote harvest sites.
High-end capsule living spaces and prefabricated architectural modules (like the Apple Cabin series) offer resort developers quick ROI, requiring minimal site footprints while delivering high aesthetic value.











Sourcing heavy-duty steel structure buildings and modular container units from China demands a clear quality verification framework. To achieve optimal Total Cost of Ownership (TCO) and avoid project delays, international procurement managers should implement the following steps:
The next frontier of modular architecture lies in circular economy integration and energy independence. The incorporation of solar PV arrays, integrated battery systems, and gray-water recycling systems within the structure is accelerating. By employing recyclable steel structures and low-impact foundations, modern modular designs minimize environmental disturbance while providing high-performance, energy-efficient operational spaces.
Essential answers to key questions regarding technical specs, customs, and installation support.
Explore our highly configurable modular offices, luxury villas, and electrical equipment containment systems.