



1 / 5
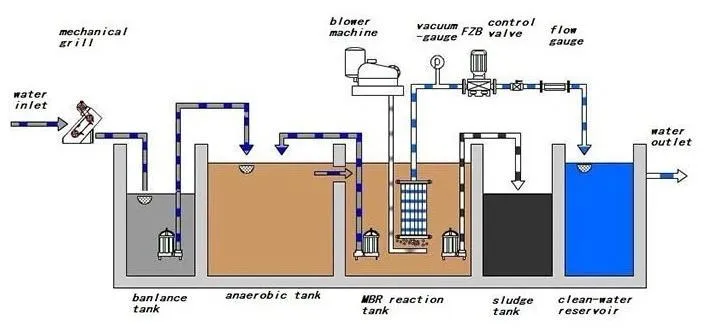
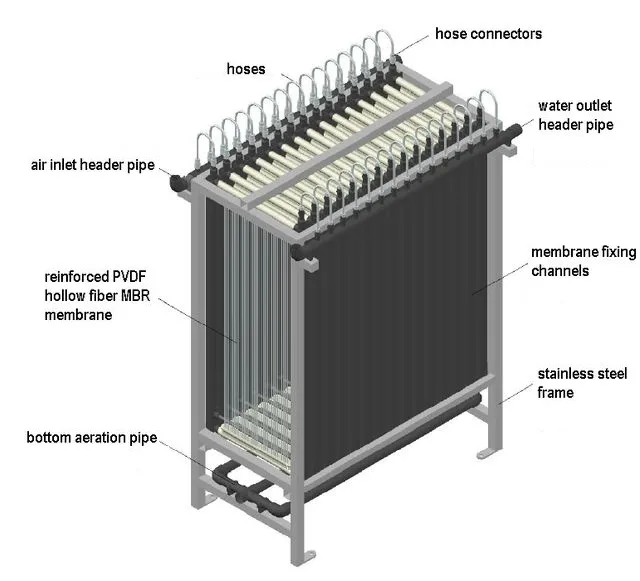
Membrane bioreactor is a high-efficiency sewage treatment technology that combines membrane separation technology and traditional sludge process. With the filtration effect, the organisms are completely trapped in the bioreactor, which realizes the complete separation of water and sludge, and maintains a high MLSS in the bioreactor. Strong nitrification ability and high pollutant removal rate.


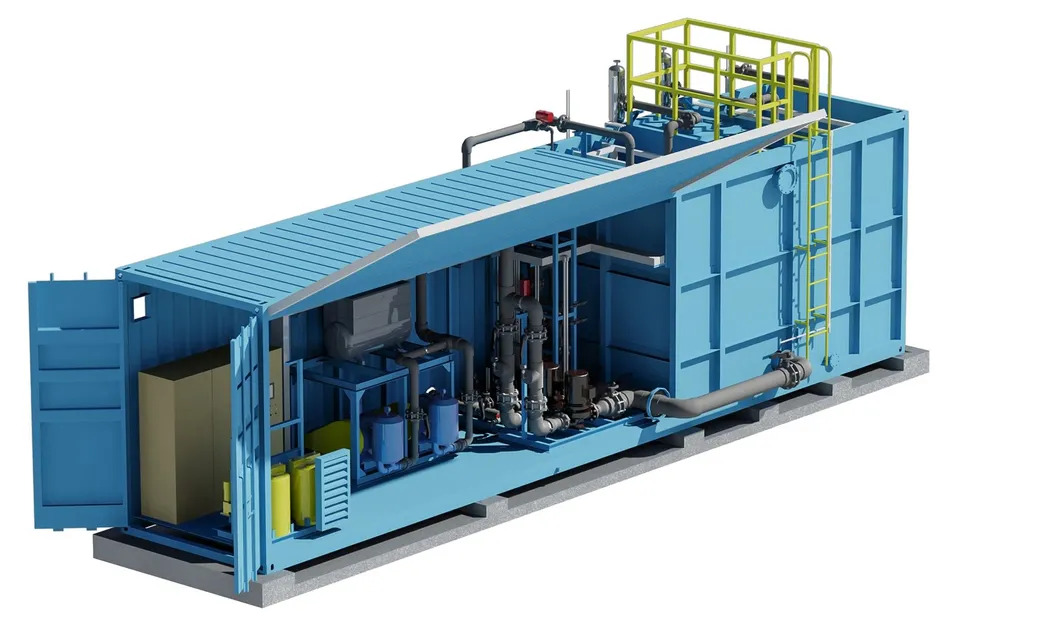
Replacing the end secondary sedimentation tank of traditional biological treatment technology with membrane modules, maintaining a high concentration of activated sludge in the bioreactor, increasing the organic load of biological treatment, thereby reducing the footprint of sewage treatment facilities. It mainly uses activated sludge and macromolecular organic matter in the retention tank of the membrane separation equipment immersed in the aerobic biological tank. The concentration of activated sludge can be increased to 8000~10,000mg/L; the sludge age (SRT) can be extended to more than 30 days.

Our Comprehensive Product Range:
| Diaphragm Type | MBR-8 | MBR-10 | MBR-16 |
|---|---|---|---|
| Overall Dimensions (L*W mm) | 810*525 | 1025*525 | 1050*535 |
| Membrane Area (m2) | 8 | 10 | 16 |
| Water Rate | 1.0-1.2 | 1.2-2.5 | 2.0-2.5 |
| Water Turbidity | <1 | <1 | <1 |
| SS | <10 | <10 | <10 |

With a workshop area of 20,000 square meters and a registered capital of 50.88 million yuan, we provide garden-style office space and hold honors such as "Integrity Management Demonstration Unit" and "Grade 3 Construction Qualification". We possess a variety of product utility model patent certificates.
Main products include integrated sewage treatment equipment, domestic and industrial sewage treatment units, air flotation machines, belt filter presses, and specialized equipment for hospitals, slaughterhouses, and coal mines. Our solutions are widely used in industrial enterprises, living quarters, food processing, petrochemicals, and more.










